



电话:0769-87726734
QQ: 526578579
传真:0769-87726734
E-mail:526578579@qq.com
地址:东莞市企石镇南坑村旗峰工业园2号
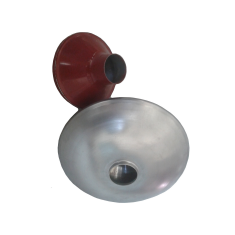
文丘里阀/文氏管成功案例
文丘里阀和文氏管都是数控加工工艺成型的金属产品,它们在原理上都是利用文丘里效应。在旋压加工领域,文丘里阀的管件产品和文氏管的成型工艺却不同,文丘里阀的管件是用管旋收口工艺,文氏管却是用板料旋压。
一、文丘里阀管

文丘里阀管都是用管旋制作的,毛坯是焊管,通过旋压收口成型,文丘里阀加工的夹具设计比较重要,否则旋压过程会出现振动现象。成型过程,焊管容易出现局部开裂和口部椭圆的现象。文丘里阀的直径一般200-400mm左右,高度500mm以上,一般市场的设备刀架加工行程和尾顶行程不够,导致加工后脱模行程不够。由于文丘里阀的尺寸比较大,旋压过程问题比较多,尤其是不锈钢文丘里阀的旋压难度更大。
二、文丘里阀胆体
文丘里阀的胆体的曲线需要控制一致性,文丘里阀胆体的旋压加工难度相对文丘里阀管体要简单很多。
三、不锈钢文氏管

用铁旋压成型的文氏管加工制作难度低,由于不锈钢材料的延展率差,抗拉强度大,不锈钢文氏管在成型过程底部和法兰处容易开裂,在做不锈钢文氏管时,设备的刚性尤其重要,不能出现让刀现象,另外,四工位的刀架在加工文氏管过程霍尔元件很容易坏,最好选用六工位的刀架。
不锈钢文氏管的法兰平面度一般有要求,由于不锈钢材料应力反弹,法兰面会出现不平的情况,需要修复模具锥度来克服材料的应力。
上一篇: 通信罩/信号发射器接收器数控旋压案例
下一篇: 汽车领域成功案例
