



电话:0769-87726734
QQ: 526578579
传真:0769-87726734
E-mail:526578579@qq.com
地址:东莞市企石镇南坑村旗峰工业园2号
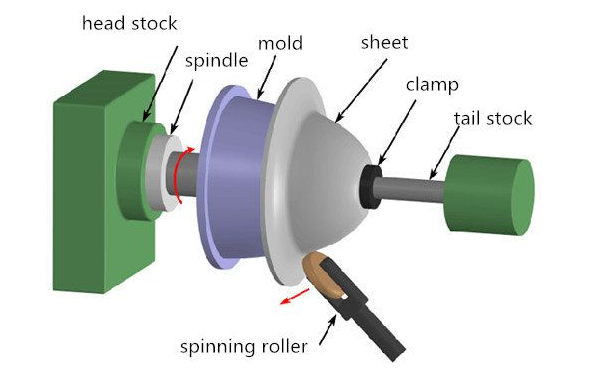
影响旋压加工精度的几大因素
一、旋压设备性能
数控旋压机床的精度空运行时一般能达到0.03mm,这由机床设备厂组装精度决定的,设备精度越好,做出的旋压产品的精度越好。旋压精度除了需要设备的空运行精度,还需要具备一定的刚性和旋压力,这样才能克服材料内部的作用力进行塑性变形。但长期处于高负载加工的旋压设备,设备磨损会降低刚性,在做强旋过程容易出现让刀的现象,从而降低产品成型的最终精度。
二、金属材料性能
材料性能对旋压加工精度影响主要体现在两个方面:第一、料片在旋压过程的应力反弹力大小会影响产品外壁的精度,对比铝和不锈钢旋压,铝的应力反弹较小,不锈钢的应力反弹,在刀轮工艺路径相同情况下,不锈钢的旋压后直径尺寸会比铝的要大。另外,旋压后材料内部的内应力不均匀会使产品的直径产生椭圆度,对于铝和不锈钢旋压,在同等旋压工艺条件下,不锈钢的椭圆度会比铝大。第二、延展性。第二,材料的壁厚会影响旋压薄壁零件的刚性和局部精度,例如,旋压产品直径1m,厚度1mm,产品旋压直径精度为2mm,当厚度增加到2mm时,旋压产品的精度会相对提高,另外,对薄壁旋压件进行卷边也会减少直径的椭圆度。
三、旋压工艺路径
旋压工艺的路径选取对旋压成型有很大的关系,特别对于一些不锈钢内应力较大的材料,工艺选取的合理可以适当的减少材料的内应力分布不均匀。另外,在强旋过程中,调整刀轮和模具的间隙对产品的精度也很有作用。
四、模具装配精度
旋压模具和尾顶的装配精度越好,旋压过程的模具跳动越小,对强旋的精度控制有很大作用。
五、旋压轮的数量
旋压轮的数量对旋压产品的精度也有影响,在同等工艺条件下,双轮的精度会比单轮的精度要好。
上一篇: 数控旋压产品常用的其他加工工艺
下一篇: 没有了
